The mining industry has always been fraught with dangers, but technological advancements have significantly improved safety standards over the years. One such advancement is the development and implementation of underground alarm systems. These systems play a crucial role in enhancing safety in mining operations, providing real-time alerts, improving communication, and ensuring a rapid response to emergencies. In this blog post, we will explore how underground alarm systems enhance mining safety, the various types of systems available, their benefits, and best practices for implementation.
What is Underground Alarm Systems?
Underground alarm systems are designed to monitor various parameters and conditions in mining environments. They are equipped to detect hazards such as gas leaks, fire, flooding, and other emergencies. These systems can include a combination of alarms, sensors, communication devices, and monitoring software. The primary goal of these systems is to alert miners and management about potential dangers quickly, allowing for timely responses that can prevent accidents and save lives.
Types of Underground Alarm Systems
There are several types of underground alarm systems tailored to meet the unique challenges faced in mining operations. Each type serves a specific purpose and contributes to overall safety.
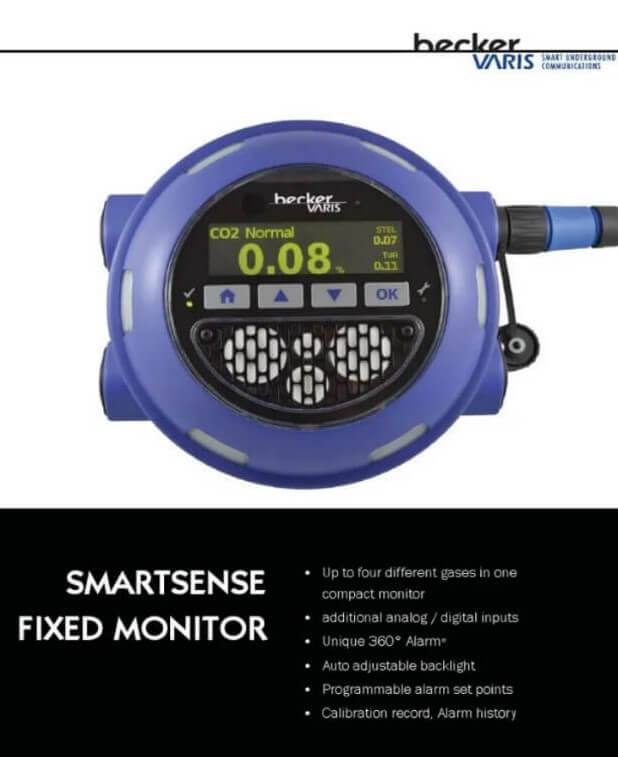
1. Gas Detection Systems
Gas detection systems are essential for monitoring the levels of harmful gases, such as methane, carbon monoxide, and hydrogen sulfide. These gases can pose serious risks in underground environments, leading to explosions or toxic exposures. Gas detection systems utilize various sensors to continuously monitor gas levels, triggering alarms when concentrations reach dangerous thresholds. This real-time monitoring allows miners to evacuate areas before conditions worsen.
2. Fire Alarm Systems
Fires in underground mines can have catastrophic consequences. Fire alarm systems are designed to detect smoke, heat, and flames, providing early warning to miners. These systems often use smoke detectors, heat detectors, and flame detectors strategically placed throughout the mining operation. When a fire is detected, alarms sound, and ventilation systems can be activated to help control smoke spread.
3. Flood Detection Systems
Flooding is another significant hazard in underground mining. Flood detection systems monitor water levels in critical areas of the mine, such as tunnels and shafts. If water levels rise beyond a safe threshold, alarms are triggered, alerting personnel to evacuate the area and take necessary precautions to manage the flood.
4. Emergency Communication Systems
Effective communication is vital in emergencies. Emergency communication systems enable miners to communicate with each other and with surface personnel during crises. These systems can include two-way radios, intercoms, and alarm systems integrated with communication technology. When an alarm is triggered, it can automatically initiate communication protocols, ensuring everyone is informed of the situation.
Benefits of Underground Alarm Systems
Implementing underground alarm systems in mining operations offers numerous benefits that directly contribute to enhanced safety:
1. Early Detection of Hazards
One of the most significant advantages of underground alarm systems is their ability to detect hazards early. Early detection means that miners can be alerted to potential dangers before they escalate into critical situations. This proactive approach allows for timely evacuations and response measures, ultimately saving lives.
2. Improved Emergency Response
Underground alarm systems facilitate faster and more efficient emergency responses. When alarms are triggered, miners and management can quickly assess the situation and take appropriate actions. This can include evacuating personnel, shutting down equipment, or activating emergency protocols. The ability to respond swiftly is crucial in minimizing the impact of an emergency.
3. Enhanced Communication
Clear communication is essential in any emergency situation. Underground alarm systems enhance communication by providing multiple channels for alerting miners and management. This ensures that everyone is informed and can coordinate their actions effectively. Improved communication reduces confusion and increases the likelihood of a successful evacuation or response.
4. Regulatory Compliance
Many mining regulations require the implementation of safety measures, including alarm systems. By installing underground alarm systems, mining companies can ensure compliance with safety regulations and standards set by governing bodies. This not only helps protect workers but also reduces the risk of legal penalties and liability issues.
5. Increased Worker Confidence
When miners know that robust safety measures are in place, their confidence in the workplace increases. This can lead to higher morale and productivity. Miners are more likely to perform their tasks safely when they feel secure in their environment, knowing that alarm systems are there to protect them.
6. Data Collection and Analysis
Modern underground alarm systems often include monitoring and data logging capabilities. This allows mining companies to collect and analyze data related to safety incidents, gas levels, fire alarms, and other parameters. By analyzing this data, companies can identify trends and areas for improvement, leading to enhanced safety protocols and measures.
Best Practices for Implementing Underground Alarm Systems
To maximize the effectiveness of underground alarm systems, mining companies should follow best practices during implementation:
1. Conduct a Thorough Risk Assessment
Before installing an underground alarm system, conduct a comprehensive risk assessment to identify potential hazards specific to the mining operation. This assessment will help determine the types of alarms and sensors required, ensuring that the system is tailored to the unique challenges of the environment.
2. Select the Right Technology
Choose the appropriate technology for the alarm system based on the identified risks and the layout of the mine. Consider factors such as sensor types, communication methods, and integration capabilities. Ensure that the chosen technology is reliable and has a proven track record in underground mining applications.
3. Training and Education
Educating miners and management on the operation of the underground alarm system is crucial. Provide thorough training on how to respond to alarms, interpret signals, and utilize emergency communication systems. Regular drills and refresher training sessions should be conducted to ensure everyone is prepared for emergencies.
4. Regular Maintenance and Testing
Underground alarm systems must be regularly maintained and tested to ensure they function correctly. Establish a routine maintenance schedule that includes inspections, testing of alarms, and calibration of sensors. Keeping the system in optimal condition is essential for reliable performance during emergencies.
5. Integration with Other Safety Systems
Integrate underground alarm systems with other safety systems, such as ventilation controls and emergency response protocols. This holistic approach ensures that all safety measures work together seamlessly, enhancing the overall safety of the mining operation.
6. Engage Workers in Safety Protocols
Involve miners in safety discussions and decision-making processes related to underground alarm systems. Their input and insights can be invaluable in identifying potential hazards and improving safety protocols. When workers feel involved and empowered, they are more likely to take safety seriously.

Future Trends in Underground Alarm Systems
As technology continues to evolve, the future of underground alarm systems looks promising. Here are some trends to watch for:
1. Integration with IoT
The Internet of Things (IoT) is transforming various industries, including mining. Future underground alarm systems may utilize IoT technology to provide real-time data analysis, remote monitoring, and enhanced communication capabilities. This integration can lead to smarter safety systems that adapt to changing conditions in real-time.
2. Artificial Intelligence and Machine Learning
Artificial intelligence (AI) and machine learning can enhance underground alarm systems by predicting potential hazards based on historical data. These systems can learn from past incidents and adapt their monitoring parameters, providing more accurate alerts and reducing false alarms.
3. Mobile Applications for Safety Alerts
Mobile technology is becoming increasingly integral in safety communication. Future underground alarm systems may include mobile applications that send alerts directly to miners’ smartphones or wearable devices. This real-time communication can further enhance situational awareness and response times during emergencies.
4. Enhanced Data Analytics
As data collection capabilities improve, mining companies will have access to more extensive datasets related to safety incidents and environmental conditions. Advanced data analytics can help identify trends and inform decision-making, leading to continuous improvements in safety protocols.
Conclusion
Underground alarm systems are a vital component of mining safety. They provide early detection of hazards, improve emergency response, enhance communication, and contribute to regulatory compliance. By implementing best practices, engaging workers, and embracing technological advancements, mining companies can maximize the effectiveness of these systems. As the industry continues to evolve, the future of underground alarm systems looks bright, with innovative solutions that promise to further enhance the safety of miners around the world. Investing in these systems is not just a regulatory requirement; it is a commitment to protecting the lives of those who work in one of the most challenging environments on Earth.
Products That We Offer
Take control of your mining communication systems today! With Becker Wholesale Mine Supply, the leading manufacturer in the USA. Contact us now and revolutionize your mining communication systems!
Take the first step towards powering up your operations, call us at +1-724-515-4993!