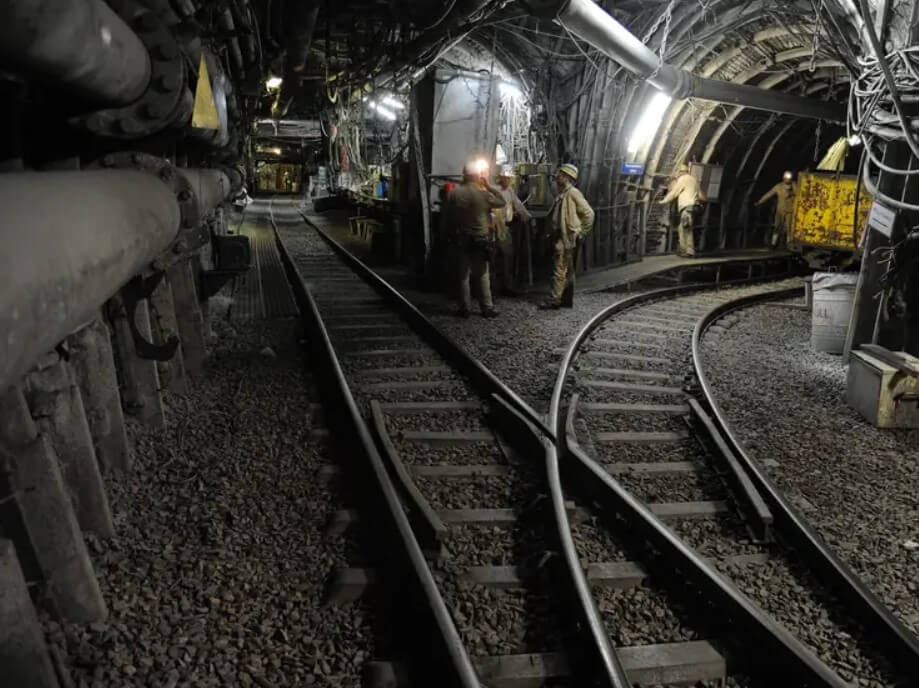
In the mining industry, safety isn’t optional—it’s the foundation of every operation. Underground or surface, miners face potential hazards daily, and gas exposure is one of the most serious. That’s why a Gas Alarm Detector is vital in protecting lives and maintaining productivity. These systems monitor air quality in real time, identifying harmful gases before they reach dangerous levels. Becker Wholesale Mine Supply, a trusted leader in mine safety and communications, provides reliable gas detection systems designed specifically for mining environments across the USA. Their goal is simple: keep workers safe while helping operations stay compliant and efficient.
Reliable Gas Alarm Detector Systems for Mining